Often, when bending on a CNC mandrel tube bender, a mandrel is used during the pipe bending process by the pipe bender to prevent common bending issues.
A mandrel prevents the tube from flattening and allows a bend to be made without wrinkles or kinks.
Pipe Bending with Mandrel
Mandrel pipe bending begins with the tube being pulled over a mandrel held in a fixed position. A plug mandrel produces the best results for tubing 3/8' in diameter and smaller. However, when the radius of the bend is smaller and/or the wall is thinner, it becomes necessary to use a ball mandrel and wiper die to maintain the proper shape.
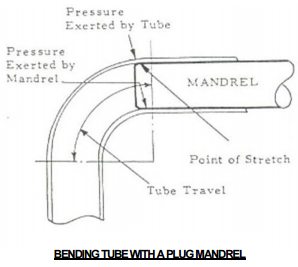
When using a plug mandrel, the tube stretching process is localized on the outer radius of the bend. The material is work-hardened for this type of bend to retain its shape and not flatten. The material stretching, however, is done on the forward tip of the mandrel. The force acting on the mandrel tip supports the inner radius of the bend, holding it firmly into the bend die groove.
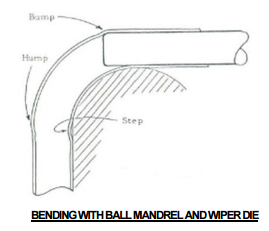
The wiper die, in this type of mandrel pipe bending, is used to prevent wrinkles. A wiper die cannot flatten wrinkles once they are formed; it can only prevent them.
The wiper die prevents wrinkles from forming by supporting the area so the material will compress rather than buckle, forming wrinkles.
A wiper die is necessary with tight bends or thin wall tubing because bending issues become enlarged with these types of bends. With tight bends or thin wall tubing, retaining the material during compression is difficult.
The pressure during this type of bend is so intense the material is squeezed back past the tangent and buckles without the aid of a wiper die.
Click here or follow the link below to download a free introduction to tube bending to learn more, or contact us at any time with any questions or comments you may have.