Bending tubing and pipe with a mandrel provides a number of benefits. For instance, mandrel bending greatly helps to prevent spring back, which can be excessive without a mandrel.
However, like any other bending method, mandrel bending opens up the door to a unique set of issues and problems that can occur.
It is useful whenever beginning a new bending project or run to do a number of sample bends to help pinpoint adjustments to the machine and tooling. This article will focus on two common mandrel tubing bender problems and the best ways to troubleshoot solutions for your individual setup and specifications.
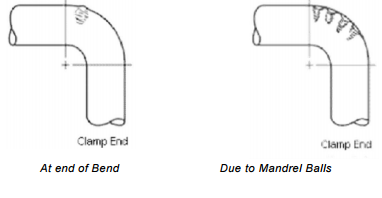
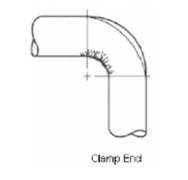
Hump at the End of a Bend and Mandrel Ball Humps
There are five likely solutions to bends with a hump at the end of the bend and mandrel ball humps.
The first step should always be to check the mandrel positioning. You can try to move the mandrel back from the tangent until the hump goes away.
The second step, if adjusting the mandrel position doesn't work, is to ensure the free movement of the pressure die. You can also check the force on the pressure die, and pressure die assist.
If this fails, you should ensure that the mandrel ball size is correct for your bending specifications and adjust as needed. If all else fails, be sure that the material you are attempting to bend is suitable for the application and type of bend you are attempting.
 Tube Collapse
Tube Collapse
The second common issue we will address here is tube collapse. Tube collapse can occur with or without wrinkling through the bend. Either type of tube collapse can be addressed with the following steps.
Your first step when troubleshooting tube collapse should be to check and see if you're experiencing clamp slip. If clamp slip isn't an issue, the next step is to ensure that there is sufficient push-assist for your setup.
Like most mandrel tubing bending issues, it is always a good idea to check the position of the mandrel in relation to the tangent. For tube collapse, it is also useful to ensure that the number of mandrel balls is sufficient for the application.
If all of these parts are functioning correctly and adequate for the application, check for drag and make adjustments as needed.
Click here or follow the link below to download a free introduction to tube bending to learn more, or contact us at any time with any questions or comments you may have.